Конструктор для машинобудівників. Поршневі гідроциліндри
Гідроциліндри широко застосовують в гідросистемах як джерела приводу робочих органів мобільних машин і виконавчих механізмів промислового устаткування. У гідросистемі з одним, рідше - з двома насосами може бути встановлені до 6...10 гідроциліндрів, а в деяких випадках у два або навіть в три рази більше. За функціональними ознаками гідроциліндри - це об'ємні гідродвигуни, призначені для перетворення енергії потоку робочої рідини (РР) в механічну енергію вихідної ланки зі зворотно-поступальним рухом. Причому рухливою ланкою може виступати як шток, так і корпус (гільза) гідроциліндра.
Види та особливості поршневих гідроциліндрів
Залежно від робочого циклу, необхідних швидкостей і зусиль застосовують поршневі гідроциліндри різних типорозмірів і виконань. Наприклад, вони можуть бути односторонньої або двосторонньої дії. У гідроциліндрах двосторонньої дії прямий і зворотний хід здійснюється під тиском РД, а в гідроциліндрах односторонньої дії зворотний хід здійснюється під дією зовнішнього навантаження або пружини.
Для приводу робочих органів мобільних машин найширше застосовують поршневі гідроциліндри двосторонньої дії з одностороннім виходом штока. Зусилля на штоку і його переміщення можуть бути спрямовані в обидві сторони залежно від того, в яку з порожнин нагнітається РД; зазвичай протилежна порожнина при цьому з'єднується зі зливною гідролінією. Гідроциліндри з двостороннім штоком застосовують в основному для повороту робочого устаткування навісних екскаваторів, при цьому рухливою ланкою є корпус.
Поршневі гідроциліндри двосторонньої дії уніфікованої конструкції призначені для гідропродів мобільних машин і експлуатуються на РД в'язкістю від 10 до 3500 мм2/c в умовах помірного (П), холодного (ХЛ) і тропічного (Т) клімату. У Росії гідроциліндри повинні відповідати загальним технічним вимогам за ДЕСТ 126514-87, ГОСТ 17411-91. Нижче приведені їх основні параметри:
- Тиск: номінальне Рном, максимальне Рмакс і холостого ходу Рхх.
- Основні розміри: діаметр циліндра (поршня) D, штока d, хід штока L і співвідношення робочих площ j.
- Номінальна сила циліндра Fном, штовхаюча сила Fп, Fш, що тягне.
- Швидкість штока циліндра: номінальна Vном, мінімальна Vмін, максимальна Vмакс.
- Коефіцієнт корисної дії: гідромеханічний hгм і загальний h, не менше.
- Хід і час гальмування (вказують для гідроциліндрів, що мають гальмівні пристрої).
- Маса (вказують без робочої рідини).
Для орієнтовних розрахунків механічний ККД гідроциліндра hм можна приймати рівним 0,95...0,98, при цьому менше значення дійсне для менших значень в'язкості РД і швидкості руху штока. Швидкість V, м/с, рухи штока гідроциліндра пов'язана з витратою Q робочої рідини й визначається від підведення РД в поршневу або в штокову порожнину. Якщо відношення діаметрів поршня і штока D/d = 2, то для гідроциліндрів c одностороннім штоком можна забезпечити рівність зусиль і швидкостей при русі в обидві сторони. Для цього необхідно при висуненні штока підводити РД в обидві порожнини гідроциліндра, а при зворотному ході - тільки в штокову порожнину. Такий спосіб включення гідроциліндра називають диференціальним. Швидкість руху штока в цьому випадку можна вичислити за формулою Vш = 4Q/ (pd2).
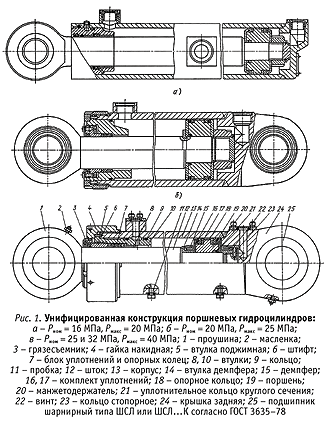
За способом підведення РД уніфікована конструкція поршневих гідроциліндрів передбачає два виконання: штуцерне різьбове для приєднання трубопроводів гідроциліндрів на Рном =16...20 МПа і фланцеве для гідроциліндрів на Рном = 25 і 32 МПа (мал. 1). Для визначення відповідності кресленням і технічним умовам гідроциліндри піддають приймально-здавальним випробуванням відповідно до ДЕСТ 22976-78 і ДЕСТ 18464-80.
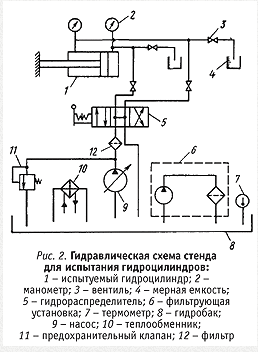
На мал. 2 приведена гідравлічна схема стенду для випробування гідроциліндрів на міцність при статичному навантаженні, тиску страгивання і холостого ходу, зовнішню герметичність і внутрішні витоки. Перед випробуванням обов'язково перевіряють працездатність гідроциліндра на холостому ходу. В якості РД слід використовувати гідравлічні олії МГЕ46В (МГ-30) за ТУ 38-10150-79 або в зимовий період МГ-15В (ВМГЗ) за ТУ 38-101479-88. Тонкість фільтрації олій: номінальна 25 мкм, при заправці бака стенду - 10 мкм. Найбільша температура олії у баку стенду допускається не вище +65 °С для МГ-15В і не вище + 75°С для МГЕ46В.
Виготовлення гідроциліндрів
У зв'язку з економічними перетвореннями в нашій країні, а також ситуацією, що склалася, коли окремі спеціалізовані заводи з виробництва гідроциліндрів опинилися в країнах СНД, виник дефіцит потреби в гідроциліндрах. Багато машинобудівних заводів, що випускають машини й устаткування з гідроприводом, вимушені виготовляти гідроциліндри для власних потреб на наявному металообробному устаткуванні й додатково виготовленому оснащенні.
Без спеціального технологічного устаткування для чистового розточування і розкочування внутрішньої поверхні гільз, шліфування і полірування штоків, що забезпечує параметри шорсткості за ДЕСТ 2789-73 робочих ущільнюваних поверхонь штоків і гільз гідроциліндрів, а також подальшого хромування зовнішньої поверхні штоків шляхом електролітичного нанесення плівки завтовшки 20...30 мкм неможливо виготовити корозійно- і зносостійкі штоки. Висота нерівностей зовнішньої робочої поверхні штока після хромування і полірування має бути не більша Ra 0,160 мкм, робочій поверхні гільзи гідроциліндра - Ra 0,320 мкм за ДЕСТ 2789-73.
Для уніфікованої конструкції гідроциліндрів на Рном = 10, 16, 25 і 32 МПа галузевим стандартом ДЕСТу 22-1417-79 передбачена наступна низка зовнішніх діаметрів гільз (поршнів) і штоків гідроциліндрів:- D = 30, 35, 40, 50, 63, 80,100, 110, 125, 140, 160, 180, 200, 250 мм;
- d (при j = 1,6/2) = 10, 13, 15, 18/25, 22/32, 28/40, 36/50, 45/63, 50/70, 56/80, 63/90, 70/100, 80/110, 90/125, 100/140, 110/160 мм.
Для виготовлення гідроциліндрів сучасного технічного рівня і якості потрібні спеціальні металообробне і гальванічне устаткування, інструмент і навчені фахівці високої кваліфікації. Отже, організація нового виробництва гідроциліндрів з екологічно шкідливою гальванічною ділянкою зажадає великих фінансових витрат. Для більшості підприємців шлях цей важкий, а то і неможливий.
У технічно розвинених країнах компанії пішли іншим шляхом: вони широко використовують комплектуючі, виготовлені спеціалізованими фірмами, які досягли високого технічного рівня і якості виробів. Одні виробники після розточування або протягання на спеціальних хонінговальних верстатах здійснюють чистову обробку внутрішньої циліндричної поверхні гільз або зовнішньої поверхні штоків, забезпечуючи хромове покриття й опірність агресивній дії зовнішнього середовища, інші з високою точністю виготовляють поршні та передні втулки, треті пропонують будь-які проушини та опорні підшипники.
Особлива увага приділяється підбору брудозйомників і ущільнень, а також опорно-напрямних кілець, виготівники яких досягли оптимальних показників цих елементів за їх геометрією, матеріалам, а також послідовному розташуванню в ущільнюючому вузлі. В результаті основний виготівник гідроциліндрів виконує механообробку деталей для подальшого складання комплектного гідроциліндра з параметрами, необхідними замовникові. Після складання гідроциліндр встановлюють на стенд для приймального випробування, потім упаковують в пластик або іншу упаковку з високою мірою захисту і направляють на склад для відправки споживачеві.
Зовнішні діаметри циліндрів і штоків у більшості випадків відповідають нормативним документам. Це дозволяє ремонтно-механічним заводам і іншим сервісним підприємствам використовувати комплектуючі вироби для заміни зношених вузлів і утримувати в працездатному стані парк машин, що знаходяться в експлуатації, без зміни настановних розмірів.
Нові технології виробництва поршневих гідроциліндрів двосторонньої дії істотно знижують фінансові витрати, скорочують час на підготовку виробництва, виключають необхідність застосування екологічно шкідливого гальванічного процесу хромування й утилізації відходів при хромуванні штоків.
Економічно доцільніше купувати готові для зборки комплектуючі, що дозволяє відмовитися від малоефективних і трудомістких виробничих операцій, дає можливість скоротити персонал, перекласти його на складальні роботи, урізноманітити випуск гідроциліндрів різних типорозмірів за замовленнями споживачів.
Створення в Росії виробництв зі складання поршневих гідроциліндрів із зарубіжних комплектуючих актуально і дуже своєчасно. Сьогодні переважна більшість заводів, що виробляють будівельну, землерийну і дорожню техніку, або закуповують вже готову гідравліку, яка і коштує дорого, або створюють ці агрегати самі на устаткуванні, далекому від досконалості, а тому і продукція у них виходить низької якості.
Окрім розкатаних і хонінгованих труб, хромованих штоків, поршнів, передніх втулок, проушин і опорних підшипників в Росію ввозять з-за кордону ущільнення, без яких створити хороший гідроциліндр неможливо. Коли говорять про невисоку якість гідроциліндрів російського виробництва, більшою мірою це стосується якості саме таких компонентів.